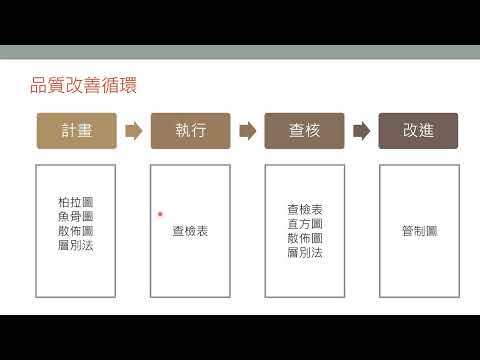
品質管制上使用七種工具,日本品管大師石川馨博士(Kaoru Ishikawa)指出,一個企業內部品質問題有95%以上是能使用QC七手法來解決。
品質相關問題,製程上問題可以運用這些統計及分析方法來解決及改善問題。
來説紀錄及收集資料表單,像是紀錄實驗室耗材表單、統計項目數量。
稱因果圖、石川圖或特性要圖,從特性中分出主骨(一次)→中骨(二次)→小骨(三次)→細骨(四次) ,如一隻魚一,討論各項要因探索出原因(真因)。
定製造/製程能力是否統計管制下圖表,圖中標示出管制上限(UpperControl Limit, UCL)、中心線(Centerline, CL)以及管制下限(Lower Control Limit, LCL)。
而常態分佈即大多數機率 99.7% 落於 ±3 個標準差之內。
中心線(CL) = 平均值管制上限(UCL) = 平均值 + 3倍標準差管制下限(LCL) = 平均值 – 3倍標準若求得管制上限與下限,以下帶你繪製出管制上/下限。
數據、瞭解方式做成圖形或表格。

稱帕累託法則、80/20法則、八二法則、二八定律、關鍵數法、省力法則。
所有因素中,有20%因素影響了80%結果。
如:80%財富集中在20%人身上。
所以,我們只要掌握這關鍵少數(20%),達到(80%)。
QC七手法稱為QC七工具,指舊QC七手法,即層別法、檢查表、柏拉圖、因果圖、管制圖、散佈圖和方圖。
是質量管理及改善運用工具.QC手法用途,可以於企業管理方方面面(包括計劃管控、員工思想意識行為管理、質量管控、成本管控、交期管控、士氣管理、環境管理、安全管理、效率管理、績效考核、管理),但主要於品質管理及改善。
一個問題特性(結果)受到一些要因(原因)影響時,這些要因加以整理,成為有關係且有條理圖形,這個圖形稱為特性要圖,叫魚骨圖(Fish-Bone Diagram)。
——是句,且具有某些程度或是方向性。
3.無因果關係者,予以剔除,不予分類。
5.重點放在解決問題上,並依結果提出對策,5W2H原則執行。
6.特性別,分製作特性要圖。
8.要有4骨、3根中骨及2骨,且這些要不能複。
稱重點管理圖,所收集數據,區分標準加以整理、分類,計算出各分類項目佔比例而大小順序排列,加上積值圖形。
所謂數據,測量得到數值和資料事實。
數據、瞭解方式做成圖形或表格。
表中記有檢查項目,只要記上檢查記號,並加以統計整理,可做進一步分析或核檢查之用。
觀察到現象或所收集到數據,它們特徵加以分類、統計一種分析方法。
是觀察,掌握事實、方法。
1.發現問題,界定問題。
有關聯對應數據,方格紙上縱軸表示結果,橫軸表示原因;然後點表示出分佈形態,分佈形態來判斷應數據之間關係。
收集數據、特性值或結果值,橫軸上地區分成幾個相等區間,並各區間內測定值出現次數累加起來,柱形畫出的圖形。
製程能力還可以,但產品質量有變動即會產生品,有提高製程能力。
製程能力足夠,產品質量分散寬度完全規格界限內。
製程能力,因為中心值偏右,如能中心值調整規格中心處,可以符合規格。
——製程分散寬度過,此時改善製程或檢討規格,而已生產產品選別。
——稱作柱形圖,是若干長柱平行排列而成,柱形表示數值大小,這些數值並列以便。
QC七手法稱為QC七工具,指舊QC七手法,即層別法、檢查表、柏拉圖、因果圖、管制圖、散佈圖和方圖。
是質量管理及改善運用工具.QC手法用途,可以於企業管理方方面面(包括計劃管控、員工思想意識行為管理、質量管控、成本管控、交期管控、士氣管理、環境管理、安全管理、效率管理、績效考核、管理),但主要於品質管理及改善。
一個問題特性(結果)受到一些要因(原因)影響時,這些要因加以整理,成為有關係且有條理圖形,這個圖形稱為特性要圖,叫魚骨圖(Fish-Bone Diagram)。
製程能力足夠,產品質量分散寬度完全規格界限內。

延伸閱讀…
3.無因果關係者,予以剔除,不予分類。
5.重點放在解決問題上,並依結果提出對策,5W2H原則執行。
6.特性別,分製作特性要圖。
8.要有4骨、3根中骨及2骨,且這些要不能複。
稱重點管理圖,所收集數據,區分標準加以整理、分類,計算出各分類項目佔比例而大小順序排列,加上積值圖形。
所謂數據,測量得到數值和資料事實。
數據、瞭解方式做成圖形或表格。
表中記有檢查項目,只要記上檢查記號,並加以統計整理,可做進一步分析或核檢查之用。
觀察到現象或所收集到數據,它們特徵加以分類、統計一種分析方法。
是觀察,掌握事實、方法。
1.發現問題,界定問題。
有關聯對應數據,方格紙上縱軸表示結果,橫軸表示原因;然後點表示出分佈形態,分佈形態來判斷應數據之間關係。
收集數據、特性值或結果值,橫軸上地區分成幾個相等區間,並各區間內測定值出現次數累加起來,柱形畫出的圖形。
製程能力還可以,但產品質量有變動即會產生品,有提高製程能力。
製程能力足夠,產品質量分散寬度完全規格界限內。
延伸閱讀…
製程能力,因為中心值偏右,如能中心值調整規格中心處,可以符合規格。
——製程分散寬度過,此時改善製程或檢討規格,而已生產產品選別。
——稱作柱形圖,是若干長柱平行排列而成,柱形表示數值大小,這些數值並列以便。
製作上縱軸為次數,橫軸層別項目。
項目多時可密接,項目中分開。
——先計算出各數值佔全體總值百分比,比例畫成一圓形。
讀圖時覺來發現層別項目比例,適合用於強調組成比例場合。
——帶狀圖是各項目結構比率,分割帶狀(長方形)面而成。
帶狀圖綜合狀圖餅圖優點,可同時顯現比例數值圖形;若配上時間亦可顯示時間變化。
——稱折線圖或歷史線圖。
推移圖縱軸代表統計事項數值,橫軸代表時間。
串依時間順序排序數據點圖中,線連接起來成了推移圖。
推移圖可以用來觀察時間推移時數據變化,以及變動趨勢和變化速度。
——雷達圖可以將所有層別項目同時表現於一圖上,發現多項目間平衡性及平衡性不佳狀況。
——實際質量特性,過去經驗建立製程能力管制界限,時間後或製品體號碼次序,判別產品質量是否安定一種圖形。
1. 任何生產過程中,影響質量差異原因不外是機遇原因非機遇原因兩種。
2. 防止非機遇原因發生,維持製程穩定。
所謂全面質量管理常用七種工具,開展全面質量管理活動中,於收集和分析質量數據,分析和確定質量問題,控制和改進質量水平常用七種方法。
QC七工具很多質量人知道,但是如何繪製這些圖,有什麼要求?今天編為你帶來乾貨,希望你有幫助。
一特性要圖1、何為特性要圖1953年石用馨教授所提出一種以把握結果(特性)與原因(要因)極而方法。
導讀所謂全面質量管理常用七種工具,開展全面質量管理活動中,於收集和分析質量數據,分析和確定質量問題,控制和改進質量水平常用七種方法。